HIGH ENERGY PIPING WELD INSPECTION PROGRAMMES.
PEI is experienced in developing, executing and maintaining weld inspection programmes for High Energy Piping in Power Stations.










PEI is experienced in developing, executing and maintaining weld inspection programmes for High Energy Piping in Power Stations.
PEI can develop customised Risk Based Inspection (RBI) programmes for power plants drawing on PEI’s pressure equipment integrity knowledge, the site construction knowledge, operating history, future operating plans, and site knowledge of equipment integrity. Based on this information the risks throughout the high energy piping system can be ranked and inspections nominated and scheduled to suit.
The detailed assessments, evaluations and decision making process for the RBI programme are documented in detail so that these decisions can be reviewed annually and as the company risk profile is re-evaluated over time.PEI has developed a suite of procedures and flowcharts to provide guidance in obtaining efficient, meaningful, repeatable weld inspections and interpretation of weld inspection results. These have been developed and refined from learnings from extensive management of weld inspections; collation, review and evaluation of weld inspection NDT and replication results; and having to make decisions on whether to repair, replace or carry out an engineering life assessment upon identification of all nature of defects.
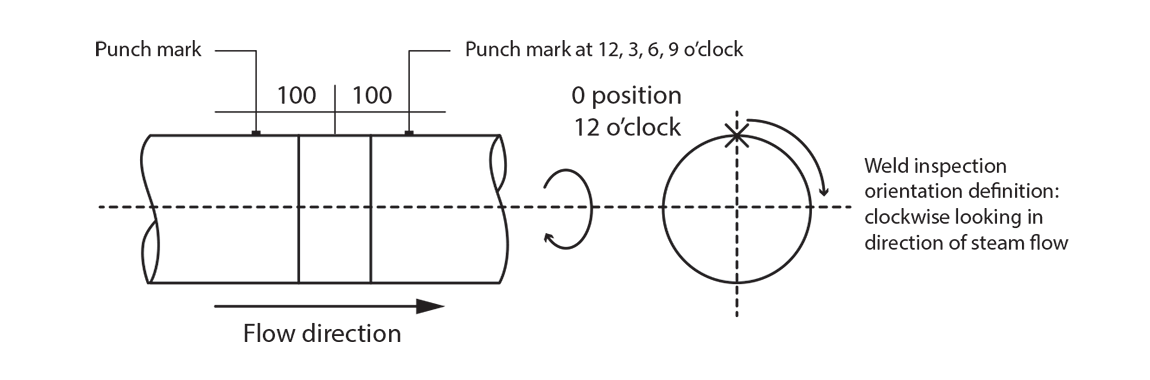
Figure 1 (above) – Typical sign convention for punchmarking and datums on a weld prior to inspection, necessary to ensure that orientation of defects from year to year remain consistent and that comparative change can be evaluated.
Clear protocols need to be set and enforced with Inspection and NDT personnel. Without this the value of the data obtained during one inspection may be lost if the defect cannot be directly correlated to findings on the next inspection.
Educating NDT Technicians on the protocols is important.
Enforcing these protocols by detailed review of the NDT reports to verify datums are being correctly interpreted is important.
Ensuring the outage structure has personnel available to enforce these is important. PEI knows what is required to ensure that the information obtained during the inspections is valuable for the future assessment of your equipment condition.

Figure 2 (above) – Examples of surface preparation for weld inspections in high energy piping.

Figure 3 (above) – Weld condition monitoring UT inspection on a Gr 91 HP Bypass Line.
Poor surface preparation can compromise the quality of inspections and NDT. NDT may be carried out with unnecessary restrictions. Important findings may be overlooked due to masking by oxide. Hardness testing results may be compromised and unrealiable without correct surface preparation.
PEI’s surface preparation procedures ensure that the NDT will be carried out with the upmost accuracy. PEI’s personnel – weld inspection preparation personnel, Inspection Coordinators and NDT Supervisors – all know these procedures and enforce these standards, before handing over for testing.

Figure 4 (above) – Stainless steel and austenitic-ferritic dissimilar metal weld test plates for 2 purposes – qualification of customised welding procedures to achieve improved UT capability for future inspections and for the development of UT test methods for these base metal and filler metal types.
Sometimes we have found that our NDT supplier has been inspecting with inadequate procedures and/or equipment, which may have resulted in incomplete results. It is important that there we do not have a false sense of this equipment is ok, if a test restriction has not been declared by our NDT provider. As a result of this, there have been occasions where it has been necessary to develop NDT procedures, fabricate test blocks, modify “normal” weld procedures to maximise the ability to inspect welds in the future. PEI have been pro-active in understanding the limitations of NDT methods and searching for alternative means to get the best understanding of the condition of the high energy welds.
If inspection & NDT is to be carried out in a timely and efficient manner then the right structure and personnel need to be engaged. Clear communication protocols and lines of command need to be in place, and enforced, to minimise miscommunication and lost time. PEI has a series of standardised flowcharts and organisational charts which reflect the appropriate protocols. These are customised per job to account for scope and the duration of the task.
By educating the personnel involved in the outage of people’s different roles and responsibilities PEI is able to get the most efficient inspection.
When carrying out weld inspections, defects will be found. Sometimes they may be a day one fabrication defect, other times they may be an in-service defect. In an operating plant, a non code-compliant defect may not be grounds for repair or replacement. It may have been in service for 10 years already with minimal change to the defect.
However, understanding what to do with these findings can be a learning curve for those who have limited in service inspection or high energy piping experience. A sound methodology is also important which is safe, has a sound engineering basis, and is justifiable to your client and third party inspection body.
Based on PEI’s learnings to date, we have compiled a number of flowcharts as a training tool to our less experienced personnel. They are also a good touchstone when decisions are difficult. The flowcharts provide guidance on whether to carry out a fit for service assessment / remaining life assessment, weld repair or weld replacement.
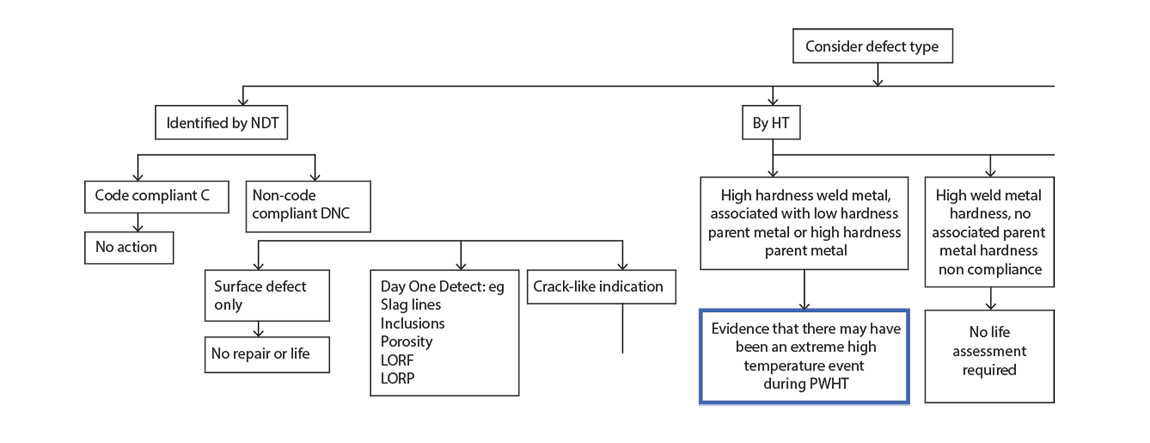
Figure 5 (above) – Extract from flowchart for decision process for life assessments vs weld repairs vs replacements upon finding a defect in a weld inspection.