HP 304H Superheated Steam Piping
400 MW CCGT
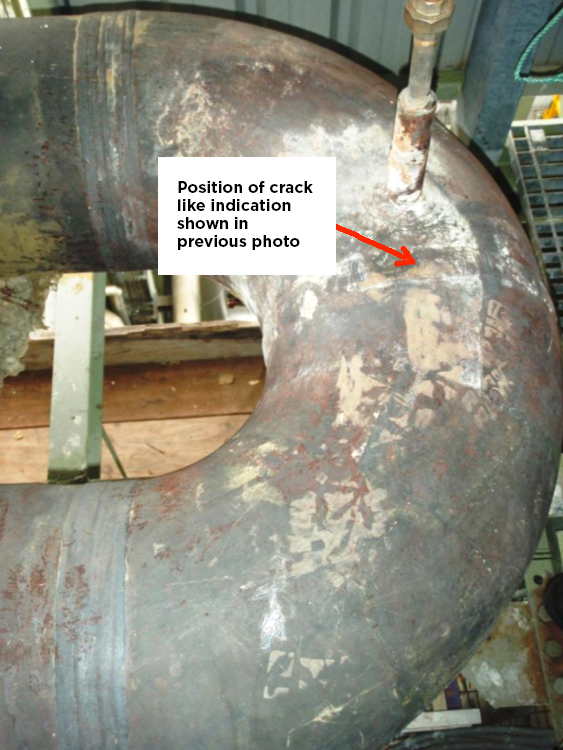
Our client’s operators identified a suspicious steam leak indication at the HP Steam line. The indication was very small and difficult to assess whether it was just rain water ingressing into the lagging and steaming off. Furthermore, the “leak” appeared to be at a thermowell and it was initially through to be, if a real steam leak, probably a small defect at the thermowell.
The client had decided to take the unit off line due to a period of low demand, so the opportunity was taken to open the lagging and remove the cladding to investigate.